 When looking to calculate metrics for a process one of the best performance metrics that you can use in relation to yield is Rolled throughput yield. Rolled throughput yield is the probability that a process with multiple steps will produce a defect free unit or service. RTY is often referred to as "True throughput yield" because it quantifies the cumulative effects of inefficiencies that often plague processes and drive hidden costs. Like we mentioned in our previous post entitled: First time Yield (FTY) most processes are linked together in a series so that tasks can be accomplished easily. As you can see in the flowchart shown for my friends unique pizza orders there is a series of interlinked processes. 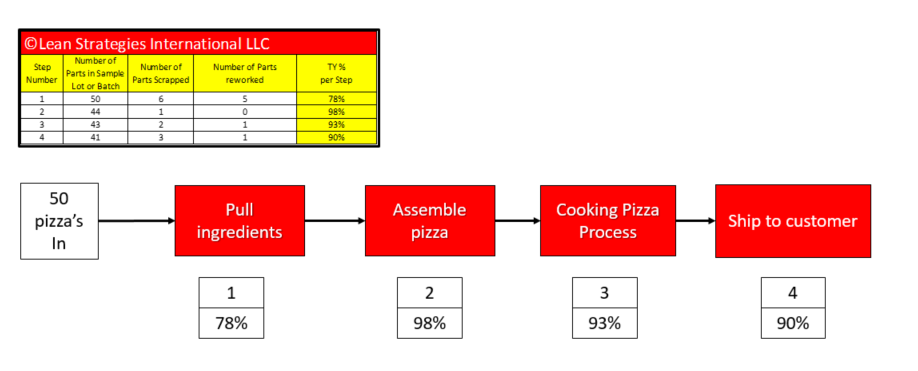 In the first string of processes we pull ingredients, then assemble the pizza, next cook the pizza then ship to the customer. For processes that are more systematic like the one shown here, we use a measurement called rolled throughput yield. What is Rolled Throughput Yield? Rolled throughput yield is a percent that measures the probability that a unit can "roll through" a process without defects. This measure takes into account rework and scrap providing an organization with a more accurate assessment of internal waste and the cumulative effects of poor quality. Why use RTY? Traditionally yield calculations take place at the final step of a process. The thought is that rolled throughput yield measures the effectiveness of the overall process. Here is an example, Let's say we were evaluating my friends unique order pizza's. In our batch of pizza's we had 50 to start with, and out of those first 50 our first process step provided a yield of 78%. Our second process steps yield was 98% and our third was 93%. Finally we are ready to ship to the customer which gave us a throughput yield of 90% in our 4'th process step. When we calculate our RTY we see that the probability of a unit passing through the entire process defect free is 64%. 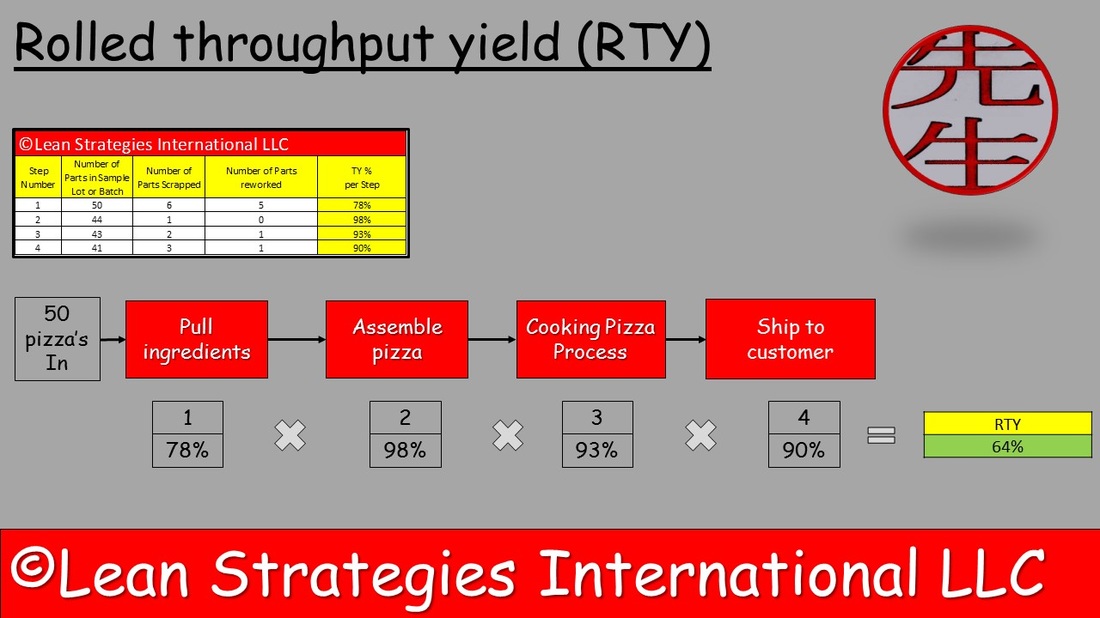 Now had we used a more traditional method of calculating our yield we would have a final yield percentage of 90%. While the numbers certainly look great, they are not accurate. The reality is that using the wrong yield measurement will hide inefficiencies by placing a mask over the waste in the process. These "hidden wastes" are often referred to as the "hidden factory." Rework and scrap both eat up time, resources and capital. The worst part about it is that you're left wondering why do I have 90% yield but my efficiency is terrible? The first way to begin dealing with these hidden factory measurements is to make them visible. Using Rolled throughput yield makes these hidden factory metrics much more visible and takes into account rework that might be performed at each process step. It will also expose the cumulative effects that poor quality has on a unit's probability of being produced defect free.
How to use RTY Assuming our same pizza baker had measured his yield with the rolled throughput yield, we then would be able to quantify the cumulative effects of inefficiencies found in our pizza making process. This is done by figuring the FTY for each process step and multiplying the numbers. Let's give it a try. You can download the excel sheet here and follow along. Today our worker is required to bake 100 pizza's. 1. So in process step 1 we input or pull ingredients for 100 pizza's. The output again yields only 90 pizza's good giving us 10 "scrapped" or in our case that can not be made and 5 needing rework. 2. Now we have 90 pizza's going into process number two. However, when we look at the output we see there is again 10 scrapped and 7 needing rework. 3. By the third process step we input all 80 remaining pizza's. Our output shows us that 5 more pizza's will need to be scrapped and only 3 can be reworked. At this point our rolled throughput yield is 62%, which is much different than the 90% yield we would have seen had we used the traditional yield method. 4. In our final process step of delivery we send off or "input" of 75 pizza's but 5 need to be scrapped and 10 can be reworked. So why did we end up with 95% yield on our traditional calculation and 50% on our rolled throughput yield? Looking back on my friends pizza shop we can see that much of the factory was hidden. Probably not because anyone intentionally hid the amount of scrap and rework going on but simply because calculating yield alone only takes into consideration what goes in and what comes out. That would mean that if 100 pizza's went into the process and 100 came out you would have 100% yield. But what if 40 pizza's needed rework, is it still 100% yield? Hopefully not. Using RTY exposes those wasteful activities. The other benefit to using a rolled throughput measure vs. a first time yield measure is that first time yield measures what goes into a process step against the number of good parts produced, but it does not provide a cumulative view of the effects on an entire process series. When it was all said and done at the pizza shop many opportunities were discovered simply by changing the way yield was measured. At the end of the day our improvement opportunities are only as good as the measures we use, but no measure will ever be as good as a "true measure."
2 Comments
Martin Avila
6/29/2020 11:53:33 am
FPY tool
Joy Sarkar
4/5/2021 07:14:52 am
Nicely explained he consept. Your comment will be posted after it is approved.
Leave a Reply. |
AuthorClick Here to Submit Your Post on Listen to the Gemba. Archives
January 2024
Categories
All
Recommended Readings
Visit our Recommended Reading Page for some great Lean and Six Sigma Books.
|
